Hand-Held Fiber Laser Welding Machine

General Features
Why Choose Laser Welding Machine
- Flexibility: it’s suitable to weld any shaped products
- High efficiency :the welding speed is 2-10 times faster than the traditional welding processing
- Speed :compatible with a wide range of models, and short changeover times
- High welding quality: no distortion, no welding scar, and very strong
- Welding seam surface smooth and beautiful, no need to make further grinding processing, save time and cost Modular compact design with less layout space, beautiful and easy to maintain and commissioning; Simple operation: the operator will get started quickly even without any experience.

Wobble-3 = Continuous Wave Welder (CW)
With a CW laser, the laser output remains on until being turned off. For spot welding either a single weld or a seam, the laser output can be modulated – this means the laser is turned on and off rapidly (pulse mode). The CW laser’s peak power is the same as its maximum average power, so focused spot sizes are generally under 100 microns. CW fiber lasers are usually a good choice for general seam welding up to 3~4mm depth for a 1000W fiber laser, high speed seam welding of same and dissimilar materials, and producing spot welds below 100 microns in diameter when not applying the wobbling function.
Pulse Width (Laser Welding)
When a laser is in pulse mode, the duration of the pulse is known as the pulse width. In many process applications pulse width is used to tune the process, as opposed to peak power which is the gross process adjustment.
For welding, milliseconds are typically used; in cutting, microseconds and in marking and micromachining nanoseconds.
Laser welding can be divided in following Processes:
Heat conduction welding and Keyhole (deep penetration) welding
Heat conduction welding is a laser welding method that features a low power output laser beam. This makes for a penetration depth of no more than 1 to 2 mm. With the ability to handle a relatively wide power range, heat conduction welding can be adjusted to the ideal power level, and the shallow penetration makes it possible to weld materials that are susceptible to heat effects under optimal conditions.
This welding type is used for butt joints, lap joints, and other welding applications for thin plates, and can also be used for welding hermetic seals and other seals. Heat conduction welding is also suitable for volatile alloys such as magnesium and zinc, for which keyhole (deep penetration) welding is not suitable.
Keyhole welding (deep penetration welding) uses a high power output laser beam for high-speed welding. The narrow, deep penetration allows for uniform welding of internal structures. Because the heat-affected zone is very small, distortion of the base material due heath from the welding will be minimized.
This method is suitable for applications requiring deep penetration or when welding multiple base materials stacked together (including for butts, corners, Ts, laps, and flange joints).
Choose Durmapress Hand-held Fiber Laser Welding Machine Experience Worry-free Welding!
Smaller Footprint, Flexible And Convenient
Integrated design, laser, water chiller and control part are integrated together, occupying a smaller area, low requirements for the site; Hand-held welding torch, transmission fiber can be equipped with 5 meters, 8 meters, 10 meters, breaking through the limitations of the worktable, can reach a wider welding range, suitable for all kinds of complex welding seams, can weld any part of the workpiece and the desired angle .

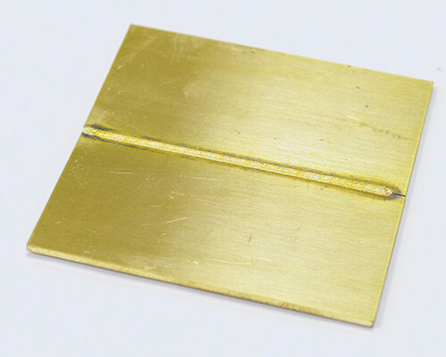
Good Welding Quality And Firm Welding Seam
Constant laser mode, smooth welding seam, no fish scales, strong and firm welding seam; Small heat affected area, small yellowing and blackening areas on both sides of welding seam, small overall deformation of workpiece; Small pile height of welding seam, no need to proceed secondary sanding treatment.
Low Cost Of Use And Maintenance
The electro-optic conversion efficiency up to 30% or more, which is 10 times of the solid YAG laser (3%), and the power stability is ±0.5%; No optical lens in the resonant cavity, and the life of the pump source is more than 100,000 hours, which is almost maintenance-free ; No need to add welding wire during welding, no additional consumable costs.
Welding Gun
Additive Welding or Deposit Welding:
Material is added to the weld joint usually in the form of metallic wire or powder.
This method is also referred to as laser cladding or direct metal deposition. Welding involves the use of a filler material, with the surfaces of the filler material and the base material melting to form a metallurgical bond. Common filler materials are wire or metal powder. This method can be either automatic or manual depending on the application. Laser deposit welding can be used not only for joining but also for repairing weld surface defects, for manufacturing mesh-shaped components by forming weld beads, and for processing metal surfaces.

Product Introduction Video
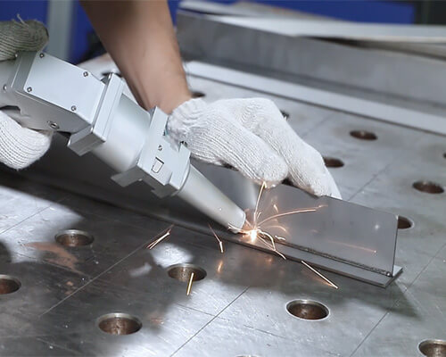
Fiber Laser Welding Machine operation
With fiber laser welding, the output power and the oscillation form of the laser beam is possible to change. Fiber Laser Welding is also very suitable for welding materials with a high melting point or with high thermal conductivity due to a very low thermal effect during welding. The energy conversion rate is very high and all this makes fiber laser highly adaptable to various applications for use in various welding assembly processes.
Gallery
-

- Water Chiller
-
- JPT Laser Source

-
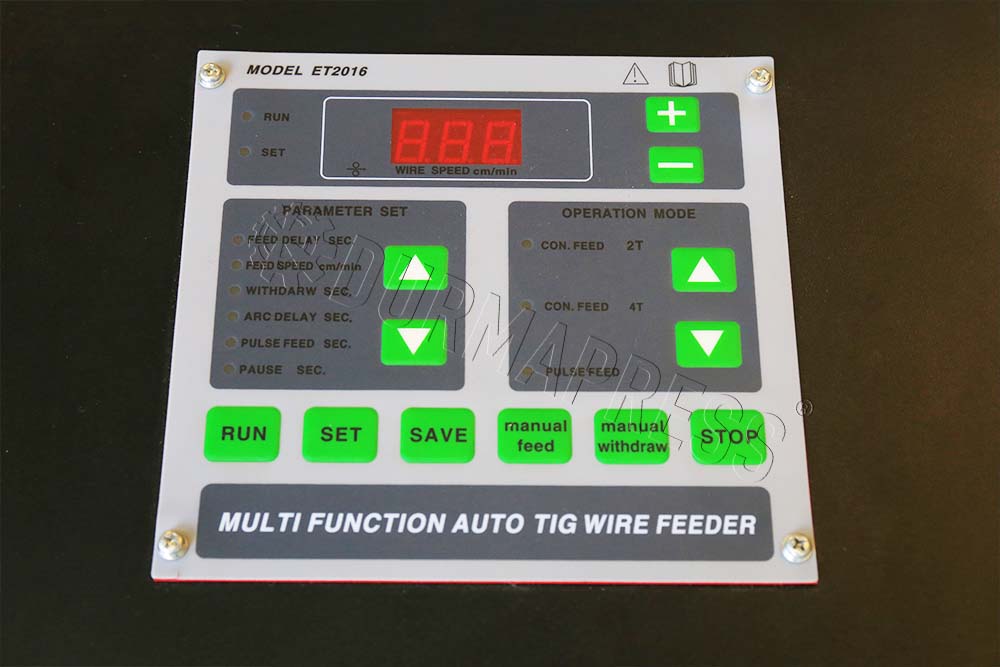
- PLC Controller
Technical Data
| Fiber laser Welding Parameters : Welding Speed in mm/s But Welding - Weld width>0,3 mm - Focus length : 75~150 mm | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Laser Power | Material | material thickness | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 3,0 mm | 3.0 mm | ||||||||
| 500W | Stainless Steel | mm/s | 50~55 | 30~35 | 15~20 | |||||||||||
| Carbon Steel | mm/s | 50~55 | 25~30 | 10~15 | ||||||||||||
| Titanium Alloy | mm/s | 60~70 | 30~35 | 20~25 | 15~20 | |||||||||||
| Brass/Copper | mm/s | 25~30 | ||||||||||||||
| 1000W | Stainless Steel | mm/s | 65~70 | 50~60 | 45~50 | 30~40 | 15~20 | |||||||||
| Carbon Steel | mm/s | 65~70 | 45~50 | 40~50 | 30~40 | 15~20 | ||||||||||
| Titanium Alloy | mm/s | 70~80 | 50~60 | 45~55 | 40~50 | 30~40 | ||||||||||
| Brass/Copper | mm/s | 50~60 | 40~50 | 30~40 | 25~35 | |||||||||||
| ALU 1~3 | mm/s | 40~55 | 30~45 | 10~20 | ||||||||||||
| ALU 4~7 | mm/s | 40~55 | 30~45 | 20~30 | ||||||||||||
| 1500W | Stainless Steel | mm/s | / | 65~70 | 50~55 | 45~45 | 35~40 | 15~20 | ||||||||
| Carbon Steel | mm/s | / | 65~70 | 45~50 | 35~40 | 20~25 | ||||||||||
| Titanium Alloy | mm/s | 90~100 | 70~80 | 60~70 | 50~65 | 45~55 | ||||||||||
| Brass/Copper | mm/s | 80~95 | 60~75 | 50~65 | 45~50 | |||||||||||
| ALU 1~3 | mm/s | 80~100 | 60~70 | 40~50 | 25~35 | |||||||||||
| ALU 4~7 | mm/s | 80~100 | 60~70 | 50~65 | 30~40 | |||||||||||
